A recent Gartner report states that the global market for digital twin was ~$3bn in 2020 and is set to increase to ~$50bn by 2026. This figure is expected to increase further as companies realise the true potential of the digital twin.
In layman’s terms, a digital twin is a virtual representation of a real-world physical object or process (the subject) which conveys information to stakeholders to reflect the actual condition or behaviour of the subject. It is a concept that has been in development since the early 1990s when product design and manufacturing tools progressed from paper drawings and manual labour to computer aided design and manufacturing and to the more recent Model Based Systems Engineering (MBSE) approach.
With the development of CAD/CAM systems and an established philosophy of ‘Design for Manufacture’, significant advances have been made towards developing the digital twin of a product and its production in a virtual factory environment. However, the concept of digital performance twinning for product lifecycle benefits is yet to be fully realised.
Product, Production and Performance Twinning
Most practical applications of the digital twin have been limited to the design and manufacturing stages of the product lifecycle. This is because the modelling process itself has evolved to contain manufacturing data which is consumed for digital manufacturing to realise the engineering objectives of Design for Manufacture (DfM) and Right first Time (RFT); both of which drive the industry to deliver an ever-evolving suite of Product Lifecycle Management (PLM) tools. These advances in product and production twinning have revolutionised the manufacturing industry. Digital manufacturing specifically has evolved to develop digital twins of factory processes and equipment while reducing the cost of the product development process.
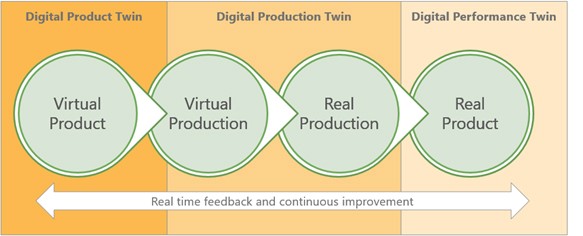
The relationship between a product, production and performance twin is outlined in the illustration below, spanning the four phases between a virtual product (a model-based definition for instance) and the actual product in service.
Benefits of Performance Twinning
However, there are examples of the digital twin being used on the actual shop floor and in the field of service i.e. performance twinning. Various real time data monitoring systems, can provide insight on how a product, process or an operator may perform, but these are rarely exhibited by a virtual and visibly recognisable model of the subject. Yet this is arguably where the most significant benefit of digital twining can be realised; to reduce non-conformance, improve the overall equipment efficiency (OEE), reduce in-service costs and ensure other performance characteristics are maintained and managed throughout the lifecycle of the product or process.
Now, we are starting to see the development of digital performance twins to compliment and further extend the digital twin concept beyond the product and production phases. To enable the rise of the digital performance twin we must look at the rise of the Industrial Internet of Things (IIoT) and the consequent increase in digital connectivity across multiple systems, using technologies such as 5G. IIoT itself is enabled by the miniaturisation and ruggedization of sensors and processors and the resultant increase in data is communicated, stored and analysed using Cloud and Edge technologies.
Once this technology matures, there are infinite possibilities where digital performance twinning can be applied to positively impact our world, particularly sustainability. Examples of digital performance twins are already being developed to replicate physical objects such as vehicle systems for air, land and sea. At the process level, entire cities and infrastructures can also be replicated.
If we focus on the benefits of digital performance twins relating to products alone we can envisage the benefits summarised below:
Challenges in Digital Performance Twin Adoption
While the list of potential applications and associated benefits of the digital performance twin is long, they are rarely conceived beyond pilot projects and they have many obstacles to overcome. High costs of implementation, fewer machines/assets that are amenable and interoperable to digital data consumption, vague and conflicting definitions and lack of skills and training to keep pace with technological advancements are some of the reasons that the enormous potential of digital performance twinning is not yet fully realised. Companies need to move beyond the proof-of-concept phase, with carefully targeted support, demonstrating the ROI that only digital twins can produce.
QuEST’s Digital twin Capabilities
The pace of development in digital twin technologies means companies wanting to harness the benefits of digital performance twinning need to stay ahead of their competitors. To do this it is necessary to collaborate with engineering and technology organisations like QuEST Global, who have deep domain knowledge across industries like Aerospace & Defence, Energy, Rail, Hi-Tech and Medical Devices. QuEST expertise in the product and production phases of the digital twin, together with internal capability and external technology partnerships can be leveraged to realise the benefits of the digital performance twin for industry specific applications.
However, as we emerge from ‘proof of concept’ into the very diverse real world environment, we need to ensure an industry wide yet focussed approach with common language and digital standards, whilst not conforming to any one PLM or other software platform.
QuEST has been helping clients to ensure that the digital mandate is effective throughout the supply chain to enable greater collaboration. This helps to ensure that a product or a process can be launched into shop floor and service environments with a corresponding digital twin, which will send signals back into the supply chain reflecting the actual condition and characteristics of the subject. To fully realise the benefits of the digital performance twin we must look not only at the in-service environment but also back to the origins of the digital product twin and the often complex and global supply chains that support it.
To this end, QuEST can assist with end-to-end digital architectures and supply chain collaboration, proof of concept and technology demonstrators in ‘laboratory’ environments and lifecycle product design and manufacturing services to develop and mature the digital twin concept from product to performance.
Conclusion
Digital product and production technologies are now firmly established as the most effective and efficient way of ensuring that new product introduction process achieves planned cost, time and quality objectives. The focus is now on the in-service environment to ensure that a similar level of confidence exists for product performance and reliability. The lifecycle benefits of digital performance twinning will not only help realise significant cost savings for the manufacturer and operator of a product or process, but also have significant consequences for the sustainability of industrial operations, ensuring maximum advantage with minimal waste. This is technology that makes sense from both a commercial and an ecological perspective.

Somos Quest Global Nuestro negocio se basa en la ingeniería, pero lo que realmente estamos construyendo es un futuro más brillante. Lo que nos hace diferentes no es sólo lo que hacemos, sino por qué lo hacemos. Creemos que la ingeniería representa una oportunidad única de resolver los problemas de hoy que se interponen en el camino del mañana. Llevamos 25 años esforzándonos constantemente por ser el partner de máxima confianza para afrontar los problemas de ingeniería más difíciles a nivel mundial. Somos una organización global con sede en Singapur, vivimos y trabajamos en 18 países, contamos con 78 centros de entrega globales, y nos impulsan más de 20.000 empleados extraordinarios que todos los días hacen posible lo imposible.
Quest Global aporta un profundo conocimiento de la industria y experiencia digital con el fin de ofrecer servicios de Ingeniería de producto global E2E. Aportamos tecnologías e industrias y, junto con las contribuciones de diversas personas y sus áreas de especialización, mejoramos y agilizamos la resolución de problemas. Este enfoque multi-dimensional nos permite responder a los desafíos más importantes y a gran escala en las industrias Aeroespacial y de Defensa, Automotriz, Energética, Alta Tecnología, Asistencia Sanitaria, Dispositivos Médicos, Ferroviaria y de Semiconductores.